当前位置:
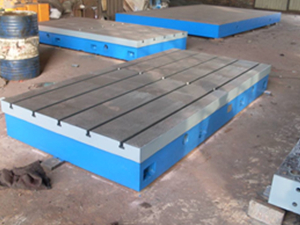
当前位置: 划线铸铁平台成品前的每个加工工序都很重要
 发布时间:2018-12-28
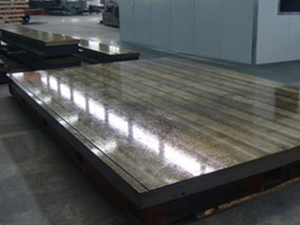
发布时间:2018-12-28在毛坯铸铁件成为合格的划线铸铁平台前,就要要求每个加工环节都要相互配合,相互协调,每个工序都应达到相应的规格,才能划线铸铁平台的质量,从而生产 的产品。
划线铸铁平台铸件毛坡 经过充分冷却才能扒出铸型,一般要求不小于3h。如果时间过短,会发生表面激冷而使硬度较高造成切削困难。钳工工作台铸铁划线平台铸件较大时可能会产生热裂、铸铁平台铸件内应力较大,易造成变形而影响铸铁划线平台铸件外形尺寸。
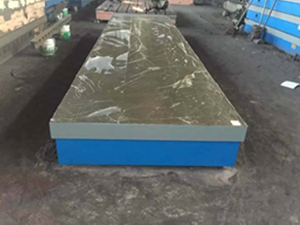
在清砂过程中要获得表面光洁度好的铸铁划线平台铸件,小规格毛坯铸件可以通过清理滚筒去除表面的砂子。试验平台大规格铸铁划线平台毛坡铸件进行抛丸处理去除表面的砂子。非加工表面的粘砂 清理干净,以防止在装入成品内运动时脱落后进入轴承室内,对轴承的使用造成不良影响。
对于时效处理一般的划线铸铁平台铸件都要进行时效处理,以减小铸铁划线平台铸件内应力获得良好的性能。
焊接平台铸铁划线平台检验过程的控制是要通过检验反应铸铁划线平台铸件的缺陷,查找并分析原因,及时采取措施,以减少量具铸件缺陷的产生。
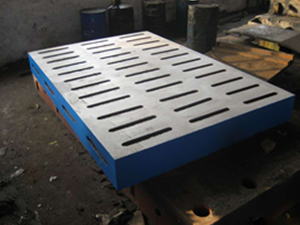
下面在这么多工序中主要来介绍划线铸铁平台使用牛头刨床刨削方法:
1、将铸铁划线平板和刨刀安装正确后,机床铸件检查铸铁划线平台高低位置是否合理。若不全理,应将机床工作台调整到适当高度,然后调整滑枕行程长度和位置。开动机床移动滑枕,使刨刀接近划线平台后泊车。
2、滚动机床工作台横向走刀手柄,将划线平台移动到刨刀下面;摇动刀架拖板,使刨刀刀尖接触划线平台工作面。压力机垫板滚动工作台横向走刀手柄,将铸铁划线平台退离刨刀刀尖,使铸铁划线平台一侧离刨刀3~5mm。
3、按选定的加工余量摇动刀架拖板,使刨刀向下进刀。开动机床,使工作台横向进给,刨削工件1~1.5mm,泊车用钢板尺或游标卡尺测量尺寸。数控等高垫板若与要求的尺寸不符,应退出划线平台,根据刀架刻盘的刻度适当调整吃刀。然后再开动机床,使工作台横向手动或自动走刀,将铸铁划线平台表面的过剩金属刨去。
4、铸铁划线平台平面刨好后,应根据图纸要求对铸铁划线平台锐边进行倒角。如图纸上无倒角要求,要用平锉锉去铸铁划线平台锐角毛刺。铸铁平台用钢板尺或游标卡尺测量划线平台尺寸,及格后即可卸下铸铁划线平台。 后清理工作台上的铁屑。牛头刨床操作工应严格按机床操作步骤进行铸铁划线平台的加工,这样才可以划线铸铁平台的质量和机床的运用寿命。
热销产品
Product














备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.