当前位置:
当前位置: 铸铁平台新型偏摆检查仪测量端面圆跳动方法
 发布时间:2018-10-12
发布时间:2018-10-12铸铁平台新型偏摆检查仪测量端面圆跳动方法和日常维护保养方法:
一、测量器具:
1、新型偏摆检查仪
2、百分表或千分表
3、杠杆百分表
二、新型偏摆检查仪的主要技术指标:
型号:PHY5017
测量范围: 大长度:500mm 大直径:270mm
精度:两 连线对仪器导轨面的平行度误差小于等于0.04mm
三、新型偏摆检查仪测量步骤:
1、钳工工作台径向圆跳动的测量:
⑴将零件擦净,置于偏摆检查仪两 之间(带孔零件要装在心轴上),使零件转动自加,但不允许轴向串动,然后固紧二座,试验平台当需要卸下零件时,一手扶着零件,一手向下按手把L即取下零件。
⑵将百分表装在表架上,使表杆通过零件轴心线,并与轴心线大至垂直,测头与零件表面接触,并压约缩1~2圈后紧固表架焊接平台。
⑶转动被测件一周,记下百分表读数的大值和小值,该大值与小值之差,为I-I截面的径向圆跳动误差值机床铸件。
⑷测量应在轴向的三个截面上进行(如图),取三个截面中圆跳动误差的 大值,为该零件的径向圆跳动误差压力机垫板。
2、端面圆跳动的测量:
⑴将杠杆百分表夹持在偏摆检查仪的表架上,数控等高垫板缓慢移动表架,使杠杆百分表的测量头与被测端面接触,并予压0.4mm测杆的正确位置。
⑵转动工件一周,记下百分表读数的大值和小值,该大值与小值之差,即为直径处的端面跳动误差。
⑶在被测端面上均匀分布的三个直径处测量,铸铁平台取其三个中的大值为该零件端面圆跳动误差。
新型偏摆检查仪使用及放置的场地应通风干燥,不易过分潮湿。偏摆检查仪的保管及使用过程中严禁撞击划伤。钳工工作台偏摆检查仪的和偏摆检查仪的导轨等重要另件和部位使用后应用汽油洗净并涂上防锈油,不得锈蚀。偏摆仪的滑动部分要经常给以润滑油,但油层不宜过厚,以免影响偏摆检查仪的示值精度,试验平台油标经常注入润滑油。
新型偏摆检查仪使用完毕后,应用防尘罩罩好,以免尘土落到偏摆检查仪的导轨及有关表面上。以偏摆检查仪的使用精度。焊接平台偏摆检查仪配有一对莫氏4#硬质 , 是由工具钢制成,使用寿命长、,可测量零件的径向、端面和斜向圆跳动,特别适用于磨加工产品机床铸件。
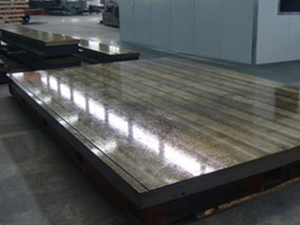
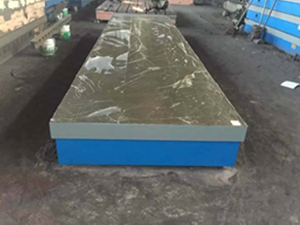
热销产品
Product














备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.