当前位置:
当前位置: 刮研铸铁平台的造型制芯过程
 发布时间:2018-07-13
发布时间:2018-07-13
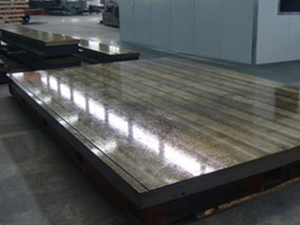
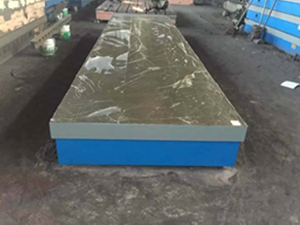
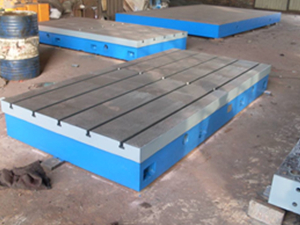
铸铁平台根据铸件的尺寸大小,先制备一个硬砂床,充实,刮平。..
1、铸铁平台根据铸件的尺寸大小,先制备一个硬砂床,充实,刮平。
2、使平台的下平面与硬砂床刮好的平面(分型面)平齐(即导板平放在砂床上),钳工工作台并将导板固定好。
3、试验平台挖去平台中间的一部分型砂,用刮板沿平台刮去多余型砂,即刮出管子内表面轮廓
4、型面稍加修理后,垫上一层纸,填入一层芯砂、充实,放入浸过泥浆水的芯骨,焊接平台根据砂芯大小,填入草绳或焦块,再填砂、紧实,机床铸件并使芯砂高出分型面大约半个管子,用刮板沿平台刮出管子外形轮廓。
5、根据平台上管子长度的刻痕,用刮板沿平台刮出两端的芯头(这是上半砂型模样)压力机垫板。
6、去掉平台,数控等高垫板修整后用它作为模样,撒上分型砂或盖上一层纸,放置上砂箱及浇口、冒口模样,填砂、舂实,并在砂箱外侧做好定位桩。
7、开箱,修整上砂型,开挖横浇道及内浇道,上涂料,铸铁平台上砂型制好。
8、焊接平台将平台按原来位置放好,用刮板3刮去一层相当管子壁厚的芯砂。这时将砂芯吊出砂型,修整、上涂料、烘干。
9、用刮板4刮去平台上管子长度刻痕之内的一层相当管子壁厚的型砂进行修整上涂料机床铸件。
- 上一篇:铸铁平台铸件热处理提高塑性与韧性
- 下一篇:铸铁平台铸铁方箱用于划线的使用方法
热销产品
Product














备案号:冀ICP备14007559号-3
Copyright © 2018 - 2019 国晟机械 All Right Reserved.